
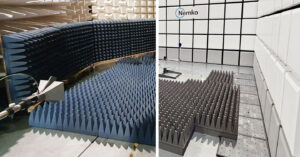
Upgrading an EMC chamber with new absorbers on old tiles
Can you upgrade an EMC chamber and keep the old, glued ferrite tiles? “It’s possible”, says Uliana Trucchi, one of our technical consultants. “Say you want to replace your old absorbers because you need to meet performances over 1GHz, and you wish to keep the ferrite tiles because they are glued to the chamber’s walls and ceiling. That is exactly what the people from Nemko in Germany asked us for the chamber upgrade in the photo.”
